



Maintenance & Calibration Z1
Symptôme : Présence de stries sur l’état de surface après usinage.

SOLUTION : La fraise est usée. Remplacez votre fraise par une neuve et vérifiez vos paramètres d’usure dans le logiciel.

Maintenance & Calibration M1
🔧 Procédures Magasin & Axes
Utilisez l’outil de mesure de pression monté en broche. Palpez les deux côtés de la palette carrée en mode manuel : le palpeur doit rester à zéro des deux côtés.


🚨 Dépannage & Codes Erreurs
Erreur : drv ecat psonic warn A0h motion 57
Solution :
Vérifier le câble reliant le servomoteur de l’axe Z à la broche. Débrancher puis rebrancher le câble au niveau du servomoteur.
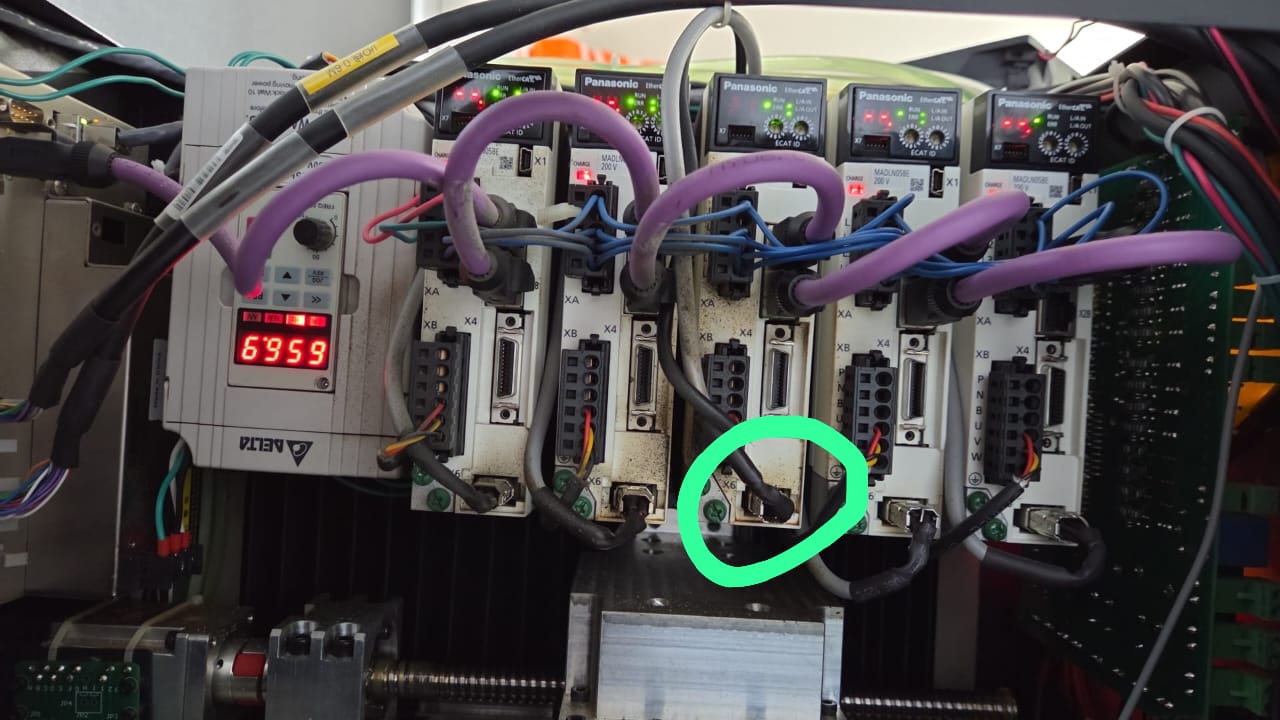
Si l’erreur disparaît puis réapparaît rapidement lors d’un nouvel usinage, vérifier également la connexion du câble au niveau de la broche.
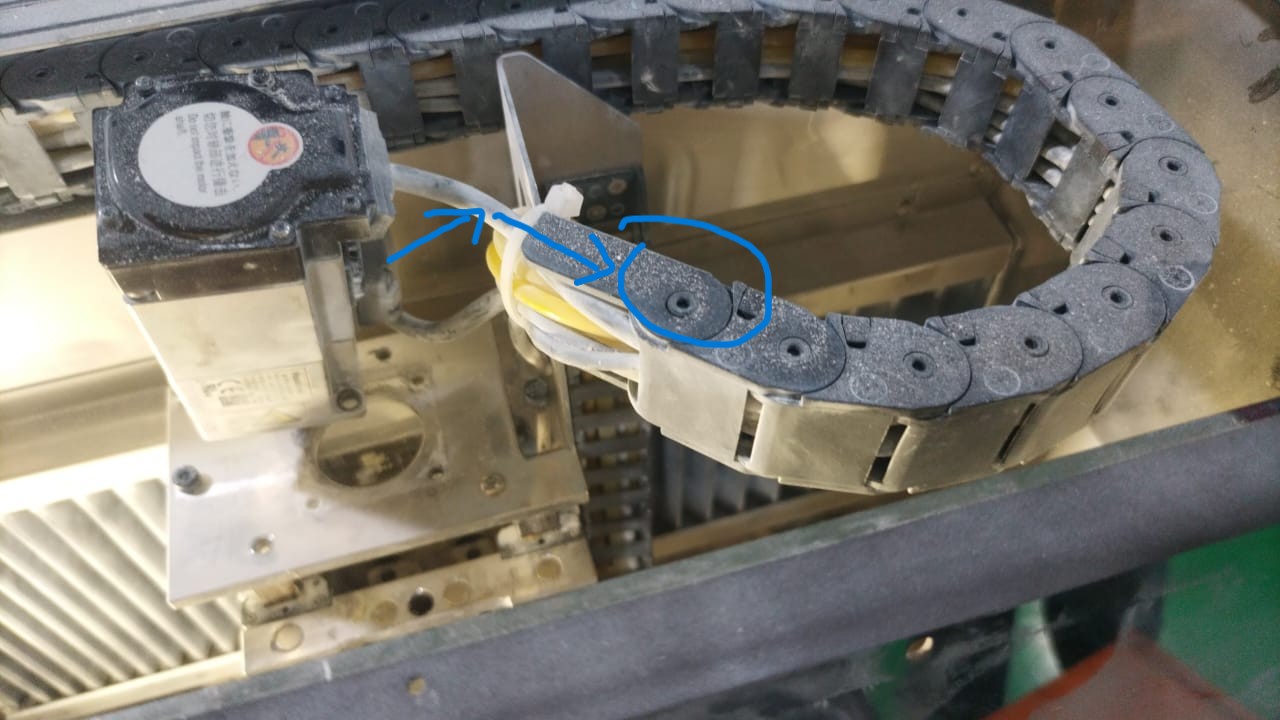
Dans la chaîne porte-câbles, il existe une liaison avec des fils soudés : contrôler qu’aucun des fils ne soit dessoudé.
Servomoteur axe Z (chaîne porte-câbles)
Connexion au niveau de la broche (X6)
Fraise cassée coincée : Utilisez une clé plate hexagonale à oeillet.

Arrêt spontané : Suivez la procédure de redémarrage de la broche.



